How Can You Guarantee Leak-Free Connections on Your Molds?
You see it from across the shop floor: a tiny, persistent drip from a hydraulic line on your new mold. It seems minor, but it means constant cleanup, slip hazards, and unplanned downtime.
To guarantee leak-free performance, you must focus on three key areas: selecting the right connector type for the application, using a torque wrench for proper installation, and implementing a schedule for inspecting and replacing seals. Brute force is not the answer.

I once visited a client's facility where they were running a large, complex mold for an automotive part. They were complaining about inconsistent cycle times and cosmetic defects. As I watched the machine run, I noticed a fine mist of hydraulic oil spraying from a fitting on one of the core pull cylinders. It was almost invisible. The maintenance team had tried everything—more thread tape, a bigger wrench, even replacing the fitting twice—but the leak would reappear after a few hours of operation. The oil was atomizing and landing on the mold surface, causing blemishes on the parts. The real problem wasn't the fitting; it was the intense vibration on that part of the mold. They were using a standard tapered pipe thread (NPT) fitting, which is notoriously bad under vibration. We swapped it for a high-quality O-ring face seal (ORFS) fitting, torqued it to spec, and the problem vanished permanently. They went from a 5% scrap rate to nearly zero, all by fixing one "minor" leak.
Is Choosing the Right Connector Type Really That Important?
You're designing a mold and see dozens of fitting options in the catalog. They all connect a hose to a port, so can't you just pick the cheapest one that fits?
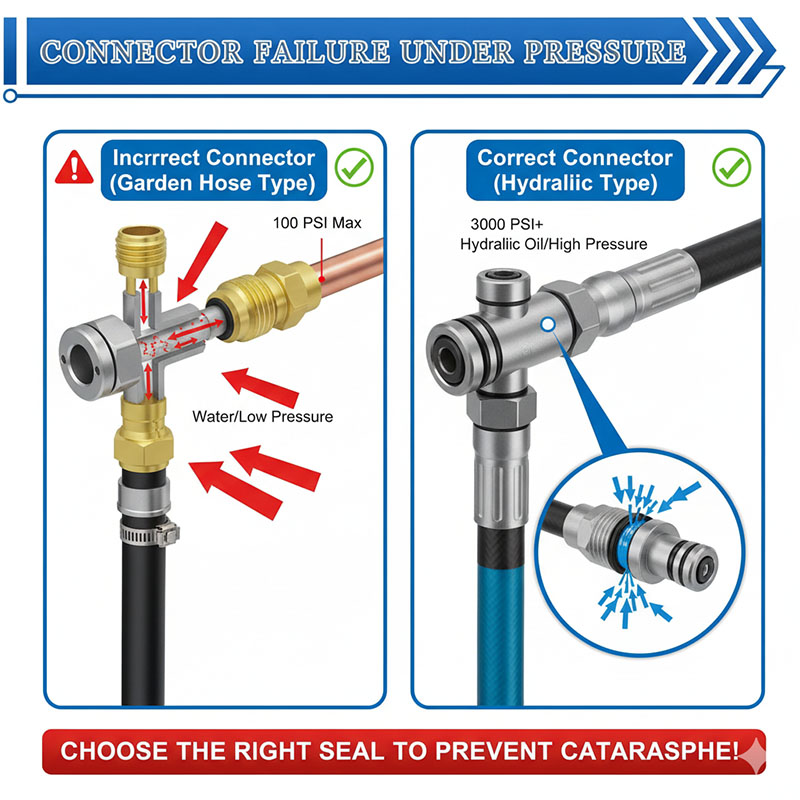
Using the wrong connector is a guarantee of future failure. Each design has a specific pressure rating, temperature limit, and sealing method. Mismatching the connector to the application is a primary cause of chronic leaks and potential blowouts.
Choosing the right connector type is the most critical first step. A standard brass fitting for a garden hose might hold 100 PSI of water, but it will fail catastrophically under 3,000 PSI of hydraulic oil. The design of the seal is everything.
When I design a system, the first thing I consider is the sealing method. We mostly deal with three types in the molding industry. The oldest is the tapered pipe thread (NPT), which seals by wedging the threads themselves together. It’s cheap but unreliable under the high pressures and vibrations of a molding machine. A better option is the JIC fitting, which uses a metal-to-metal seal on a 37-degree flared surface. It's great for high pressure but very sensitive to being over-tightened, which can crack the flare. My preferred choice for any critical hydraulic or cooling line is an O-ring style fitting, like O-Ring Boss (ORB) or O-Ring Face Seal (ORFS). These use a soft, replaceable O-ring to do the actual sealing. The metal parts just provide the mechanical strength. This design provides a vastly superior, more reliable seal that can handle pressure spikes and vibration without failing.
A Quick Comparison of Common Connector Seals
| Seal Type | Sealing Method | Strengths | Weaknesses |
|---|---|---|---|
| NPT (Pipe Thread) | Thread Interference (Metal) | Inexpensive, widely available. | Prone to leaks, requires sealant, poor with vibration. |
| JIC (Flared Fitting) | Flared Cone (Metal-to-Metal) | Good for high pressure, reusable. | Easily damaged by over-tightening, sensitive to scratches. |
| ORB/ORFS (O-Ring) | Captured Soft Seal (Elastomer) | Excellent seal, resists vibration, high reusability. | Higher initial cost, requires correct O-ring material. |
Aren't All Leaks Just a Matter of Tightening the Fitting More?
There's a drip, so your first instinct is to grab a wrench and give it a hard turn. But the leak gets worse, or you feel a sudden "pop" as the threads strip.
No, over-tightening is one of the biggest causes of leaks. Every connector has an ideal torque specification. Going beyond that specification damages the sealing surface—whether it’s metal or rubber—and creates a permanent leak path.
The mentality of "tighter is better" is wrong and dangerous. A torque wrench is not a luxury; it is an essential tool for creating a reliable, leak-free seal. Applying the correct clamping force is what allows the seal to do its job properly.

Think about what happens when you apply too much force. On a metal-to-metal JIC fitting, you are literally crushing and deforming the flared end of the tube. You might stop the leak for a short time, but you've created a work-hardened, thinned-out piece of metal that will crack under the constant pressure cycles of the machine. I’ve seen these fail catastrophically, spraying hot oil everywhere. For O-ring fittings, the damage is different but just as bad. The O-ring is designed to sit in a specific groove and be compressed by about 20-30%. If you over-tighten the fitting, you squeeze the O-ring so much that it extrudes into the gap between the metal parts, shearing or "nibbling" off a piece of the seal. This creates a flat spot or a cut, and the seal is permanently compromised. The only fix is to take it apart and replace the damaged component.
The Consequences of Excessive Force
| Fitting Type | Result of Over-Tightening | The Correct Approach |
|---|---|---|
| NPT | Can crack the fitting or the port housing. | Tighten "finger tight" then 1-2 turns with a wrench. Use sealant. |
| JIC | Crushes the flared cone, causing it to crack and fail under pressure. | Use a torque wrench to the manufacturer's specification. |
| O-Ring | Extrudes and cuts the O-ring, destroying the seal. | Lubricate the O-ring and tighten to the specified torque. |
Conclusion
Stop chasing leaks with a bigger wrench. Guarantee leak-free performance by choosing the right connector from the start, using a torque wrench for assembly, and inspecting your seals proactively.






